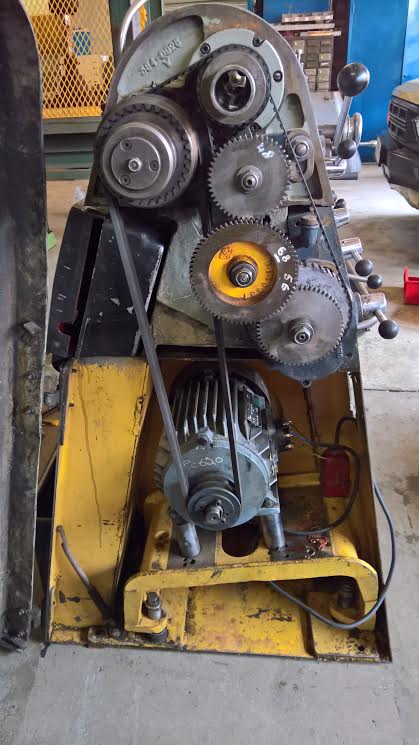
Here I am trying to document my experience and lessons learned in restoring a Chippie to hopefully pristine condition again. I bought it from a member of the Rand Society of Model Engineers – http://www.rsme.co.za/index.php. The machine was acquired by Mitco Tool in South Africa in 1976. As can be seen pretty rough on the outside. But it did cleanup nicely. The bed has enough wear at 0,5mm for me to consider scraping or grinding. Measurement technique thanks to Keith Rucker, who runs a youtube channel and explained some nifty tricks he learned, from Richard King in his scraping classes, on machine alignment. Richard King is a Biax representative as I understand, and travels the world to teach scraping and machine reconditioning techniques. Another valuable resource is the Book “Machine tool reconditioning” by Ed Connelly. In my part of the world attending a scraping class is but a pipe dream.
So the question came up how much actual wear is on the inverted V ways if the saddle sag measures 0,5mm? Using Pythagoras formulae yields 0,353553 mm. I did not intend in going into too much detail on surface grinding at this point, but I will have to correct this. After contacting all the local engineering shops, none have a surface grinder. And shipment of the bed 1400km to SA is not an option.
After almost completing my Deckel FP2 rebuild and having had to scrape the ways for 0,03mm of wear with an old blue BIAX scraper, I feel more confident, and the idea started growing on me, I will have to do it myself. Searching the web and finding a lot of discouragement on machining forums like practical machinist, with some posts of guys attempting a DIY, but actual results are never published. I will have to come up with a novel portable solution. I would like to target original tolerances or better.
The wandering Axeman hosts a great blog for more chippie info.
According to his age chart on my Chippie’s serial number FCG 6459 makes it a 1974 vintage.
Bed flatness is not specified, but if I want to achieve the Headstock Alignment – Vertical spec of 0 to 0.0125 mm ( actual of 0,0025 on test charts ), I need to keep the horizontal grinding slides and spindle tolerance below 0,0125mm and to achieve 0,008838835mm on the inverted V. If I use my granite straight edge, which is accurate to within 0,001mm over 1m and working with 45 degree V ways, I would need to keep the straight edge vertical for the V grinds and inclined by 45 degrees for the flat ways.
What do I need?
grinding spindle with less than 0,01 run-out and good balance
long reference sliding surface, granite straight edge?
rigid saddle which can be adjusted vertically in 0,01mm increments over about 10mm
horizontal adjustable diamond dressing holder which can be adjusted.
Interesting theory on surface grinding:
Great source of manuals:
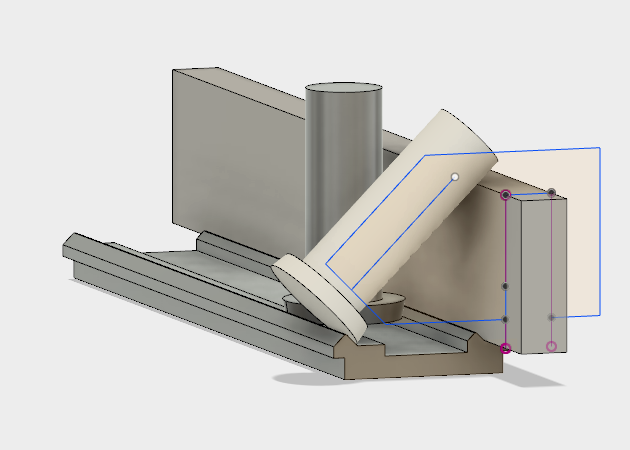
I will update this blog with progress and the bed grinding attachment I plan to build.

One of the biggest tasks will be to get the ways and sliding surfaces back to original specifications.

I am planning to change the drive system back to original with the Kopp variator.
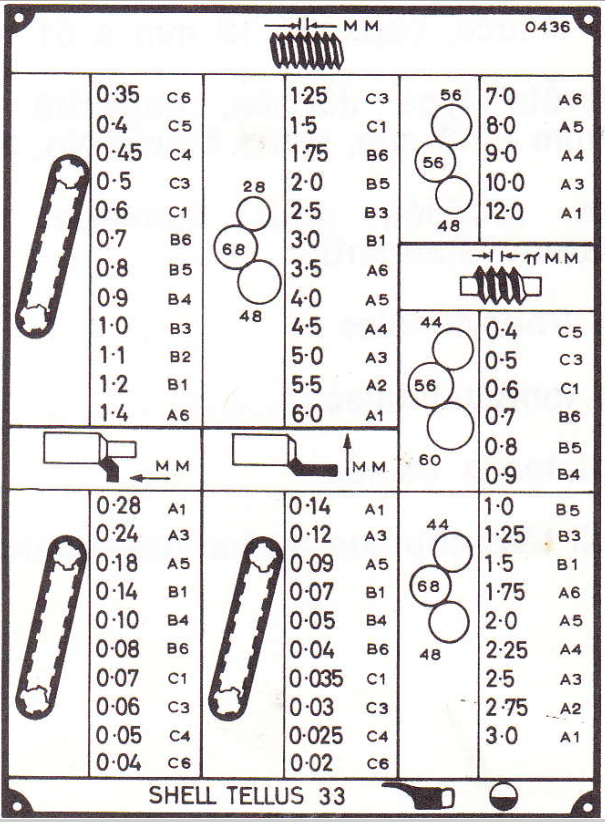
Most plates are in place, and will need some cleaning and a touch of paint. The speeds and feeds plate is missing so I had to recreate it. I started with images found on the web and in the manual.
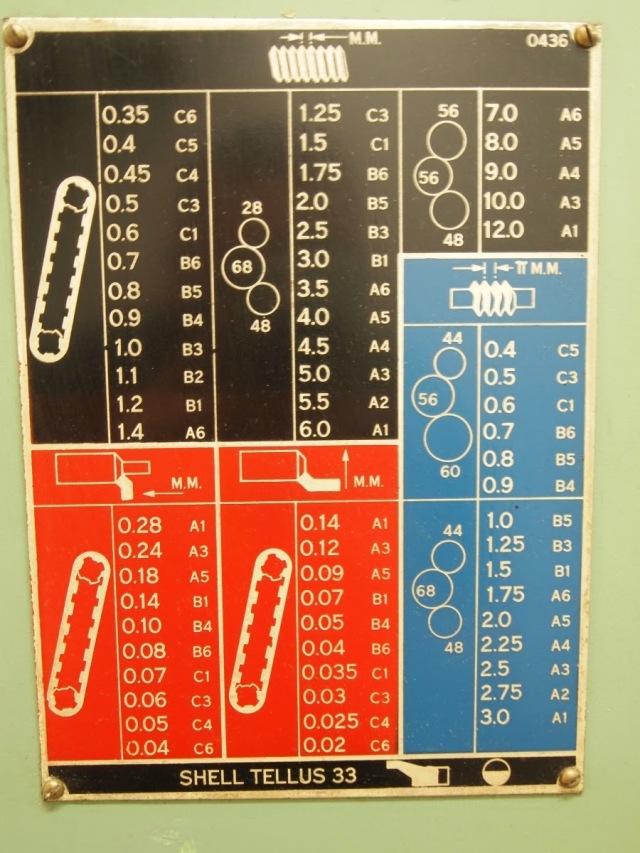
If you have a plate like this lying around give me a shout… I tried enhance the below image from the manual to the level where I can use it for the photo etch process, but had no luck. So I started redrawing the artwork with Inkscape https://inkscape.org/

No comments:
Post a Comment